| 本文告訴您如何在印機、印版、印墨與被印材料及各種印刷條件中,找出對瓦楞紙箱印刷最為適用之選擇,其中之測試和我們在此所能選購到的材料或許會有不同,但其過程值得瓦楞印刷業者參考,而其結論中對於某些好的耗材,更可使我們受用不盡。印刷及採購人員必須盡其力於印刷適性優良材料之選擇而非只以價格為唯一之考量。
1998年1月Don Armel〈亞美爾〉和George Cusdin〈卡司丁〉二人共同設計了一種印製瓦楞紙箱使用材料印刷適性之廣泛的試驗/研究計劃,卡司丁是位柔印顧問,常常有客戶請教他如何維持印刷顏色之標準和在某種被印材料上進行高品質之印刷等等的問題,他和亞美爾發現這多是因為缺少一套測試資料的標準之故,後來因得到某個研究機構的幫忙而建立了這個測試標準的資料庫,這種方法是為了可以事先預知印刷效果,以及減少靠著經驗及膽識來進行不可靠的判斷。
這個計劃是設計來測試印刷滿版印墨移轉至被印材料時之相互的影響與效果,並測試印刷機之狀況、印墨、印版與被印材料。印刷機之狀況還被分為紋輥的微穴形狀,穴面與印刷壓力等部分而印墨尚被分為廠牌,顏色,HP度與黏度等細節。
整個來說共有18台印刷機,81種印墨,13種材料和13種印版被測試,推演出246402種可能的結果,每種測驗須推出最少5種樣品,因此實際被參考測試之樣品數量為1,232,010個。
請了解此種測試是不可能完成的任務因光是測試200個樣品就須要25年的時間,因此他們兩人決定必需做抽樣性的測試。他們也知道結果會有所偏差,但是還是足以提供某種程度的相互關連性。
從測試一開始就把18台的印機狀況縮減至代表性的1台,如此可以確定單一方向。第二階段把81種印墨縮至最多6種,最後印版被印材料都經1台印刷機與6種印墨個別的測試。偶爾也採用其他的印墨和印機以重新確認抽樣調查的最初相互間的關係和提高學生對測試方法之新的體驗。
※事實測試
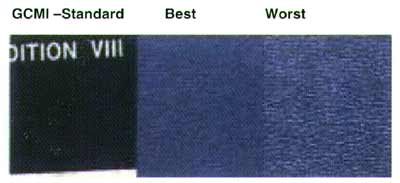
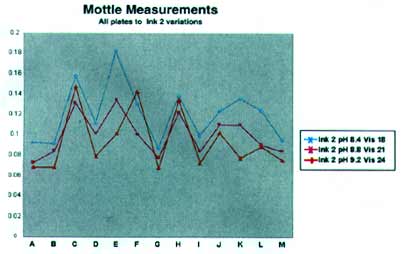
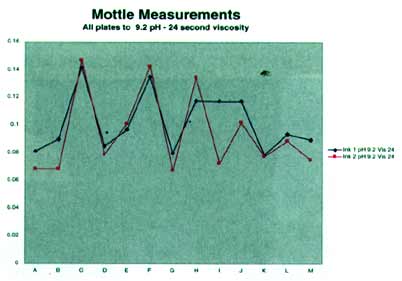
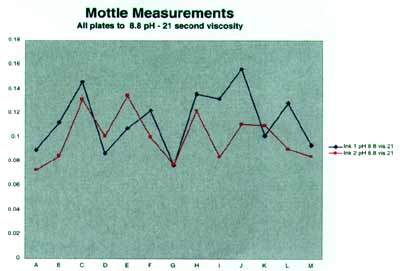
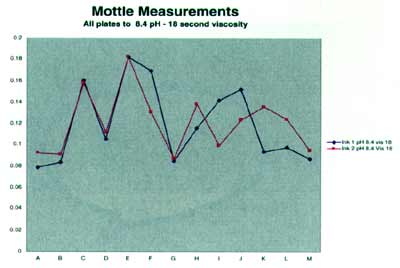
在入實驗室之前,卡司丁與來自Langston〈藍司通〉機械公司之助手、主導複雜的測試,以研究9種印墨9種材料的影響。在這個真槍實刀的試驗中,每桶印墨被調成3種不同的黏度與3種不同的酸鹼度〈PH值〉印在200磅的B浪白色瓦楞紙上。紙張是由三家不同的公司所提供而在相同控制條件下的印刷狀況印刷。〈圖一〉為測試印刷之結果〈圖二〉為依照實驗要件之實際測試圖。
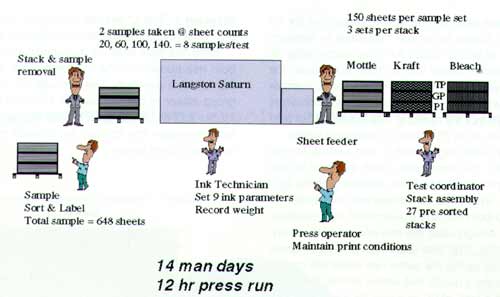
〈圖一〉
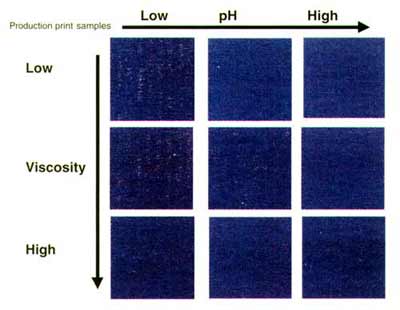
〈圖二〉
所有的實驗測試是在Georgia Southern
University〈喬治亞南方大學〉印刷適性實驗中心舉行的是因為其安穩的環境及其印刷適性模擬實驗室。
印刷測試証實某些的不可靠性,由於每次實驗的機器、材料、人員與環境條件均有不同。實驗室之濕度及溫度都維持在5%與50F之內。
實驗室之印刷樣品是採用IGT F1印刷適性測試表,而測量是採用〝Technidyne Spectro Plus的光學照相儀〞以D65之照明及10度之角度來觀察的。並採用個別的三台色彩濃度計在測試出印刷樣品之後加以平均以取得平均濃度值為資料。
IQT F1柔印適性測試是個柔印模擬實驗室,足以提供可靠穩定的結果,因為它有很多可控制的變數。〈圖三〉試驗是採用一支真實的紋輥和刮刀以供墨給印版並在22吋寬的測試材料上印刷。
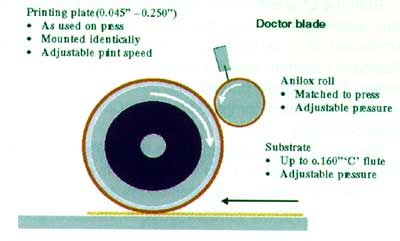
〈圖三〉
印刷變數是指;印刷速度,紋輥墨穴形狀,紋輥轉墨至印版及印版至材料的情況,都是被選定/設定在與實際印刷完全相同的情狀之下。此測試機可以印刷從薄紙到4m/m厚的C浪瓦楞紙板。
GCMI樣本是只用來做印刷樣品的光學比較用的,它需要有每種印墨的顏色樣品印在白紙板,灰紙板及牛皮紙的材料上,所有的測試均依GCMI 39色彩標準來進行,每個個別樣品的標準依被印材料之不同而被測試之。
※測試目的
此樣測試之厚度目的是想發展出一套試驗方法以決定紙板在貼合之前和成瓦楞紙板之後之印刷適性是否有所不同。其首要目標是想設定會影響印墨從印版轉移到紙面纖維的確實因素,同時也需要顧及實驗測試與實際印刷的樣品。
只要了解這些目標,就可以決定印刷適性和紙板的可測物性之關係。在實驗時,同時發現其他的變數;例如印墨與印版對油墨轉移到材料上多也有很大的影響。
※印機狀況測試
IGT F1柔印適性測試可控制紋輥──印版間與印版材料間印壓輥筒之支撐力量。此力量是以〝牛頓〞〈N〉來測試,範圍是從30n~500n。開始時使用一〝B〞浪紙以100n進行印刷結果紙浪變形如常說的〝崩掉了〞,同時也抵消很多的力量。印壓的最大極限應設定為〝崩潰值〞之75%。
第一個抽樣測試是設定在紋輥30n與印壓50n每項可增加15n兩次。這就是〝3對3〞測試法,是以2支紋輥墨穴容積為9-bcm/in平方和7.4-bcm/in平方。
第二個測試是使用一種印墨設定3種黏度18秒,21秒和24秒〈藍氏二號流杯〉與3種PH值,PH8.4,8.8和9.2,使用相同的兩支紋輥,以此兩組〈3對3〉測試各印出5張樣張共為90種樣品以供進一步測試。
※須注意以相同的條件來進行測試
1•同一疊紙
2•同為29硬度之0.250 in〈6.35m/m〉厚之印版
3•同種印墨
4•印刷速度同為每秒0.3米〈0.3 m/s〉
5•找出與標準樣品最接近的關連
※印壓之變化
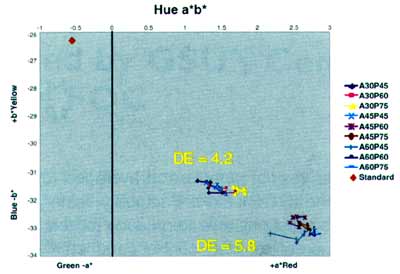
〈表一〉L*的結果是混合的但是a*b*〈色相與彩度〉卻是非常地不同
〈表二〉測量結果的L*及a*b*值與GCMI的標準都相差很多。這是因為GCMI的標準與被印出之樣品之間有所差異之故。用7.4bcm/in2之印壓得到與GCMI標準為大之平均值故捨棄不用。
至於使用9.0 bcm/in2紋輥其L*值比標準還低5格,所有印刷條件絲毫不影響其增減方向。注意紋輥及印壓各超過45n時,色相上升,印壓增加在紅/藍方向的色相也會增加。平均值ΔE與標準較接近的為4.22另一組的平均值為5.75。顯示平均值1.5之差異是因為調整了紋輥與印壓之故。
〈表一〉
〈表二〉
※印墨之變化
試驗之目的是為兩個有關印墨的問題找尋答案
1•印墨轉移性?印刷是否被顏色,黏度和PH度調整所牽制?
2•不同印墨供應廠之印刷效果是否有所不同呢?
因此,答案就從3個供應商之3種顏色,使用3種黏度與3種PH值來測試。 3X3X3X3就有81種變化,為簡化程序我們還是只使用一種印墨〈GCMI
39〉使測試之變數減為27種。
印墨之情況視運到時之條件記錄下來,# 1與 # 3印墨來貨時為5加侖桶〈19公升〉,# 1之PH為9.0黏度為23秒/2號藍氏流杯。#
3之PH為9.1黏度為30秒。# 2之印墨為兩罐一加侖桶PH為8.6黏度為46秒。
在進行測試之前,我們把印墨調到9種合適的條件,即為:3種印墨各3種PH值與3種黏度,其數據為PH/9.2/8.8/8.4黏度為24/21/18秒,使用純水來調整印墨黏度。PH值之調整則分別使用各供應商提供之氨,稀釋則採用加水或打開桶蓋讓其自然蒸發之方式。水則用中性〈7.0PH〉亦可調降PH值。
九種印墨隨即用來以IGT F1測試機使用原來用過之印版與材料測試,整個使用過程壓力最低為〈30n〉紋輥壓力與〈45n〉印刷壓力。速度為0.3公尺/秒,紋輥墨穴9.0
bcm/in2。
如此則有405點來定出印墨之變化〈3種廠牌X 9種調整X 5張樣品X每種樣品3種測試〉。
〈表 三〉
※結果報告
色相沿a* 黃/綠 b* 紅/藍軸一提昇 ,色相一直因黏度與PH之調整而提昇〈每家都相同〉
如所預知,最大的變化是在亮度,在調整時變化很大但各個廠牌也有不同,只有# 2供應商在9.2PH值與24秒黏度之情況時達到1.5ΔE之極限。
平均值ΔE與GCMI 39MW標準之差異在# 1為13,18 # 2為7.90 # 3為11.49。
GCMI 39 MW與最好/最壞結果之比較請參考
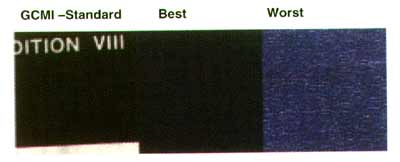
〈表4〉
※印刷之變化
這個試驗其實已經包括13種印版與反應出市售用來印製瓦楞紙箱的範圍。印版是無意的使用英文字母來表示各個廠牌。下面方格是測試各種印版貼版後剩餘之零版所得的資料,如此以確保印版不因測試而受傷害。
這次只用 # 1與 # 2供應的印墨因為 #
1 和 # 3印墨之情況太接近了,也只用3種PH/黏度來測試之。亦即9.2PH/24秒,8.8PH/21秒與8.4PH/18秒,如此表示從最高與最低變化對角切出。
印版是以和各種印墨變化之接觸角度的方式來測試其潤濕度。每片印版被貼於IGT F1上並以相同的紋輥和與以前相同的印壓,印速與材料來測試。所有13種印版都使用
# 1,# 2兩種印墨各以3種印墨之變化來進行測試共得到390種印樣。
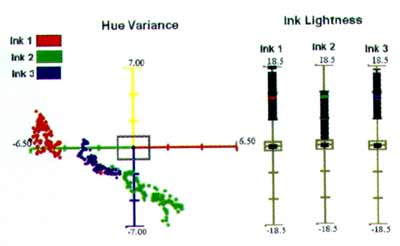
每種印樣都被用來做顏色測試,但是由於光譜儀之開口的關係只能看到很少的不同。〈表五〉因此必須測量印墨轉移之平均與否或是印刷純度〈雜度〉。
〈表五〉
平滑,均勻的印墨顏色表示純度越高〈雜度越低〉,當然被印材料的表面也會影響純度,但是因為只用一種材料所以顯示出來的就是印版的表現了。
※印版表現
有的印版對印墨之移轉度非常穩定,亦即使印墨之變化似乎不太明顯。〈圖四〉從B,C,D,G,H和M印版的印墨轉移呈現群集效應。群集並不代表〝良好結果〞只表示從些版之印墨轉移很穩定並不受印墨變化之影響。其中最佳的為G版。
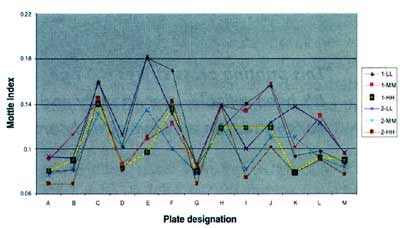
〈圖四〉
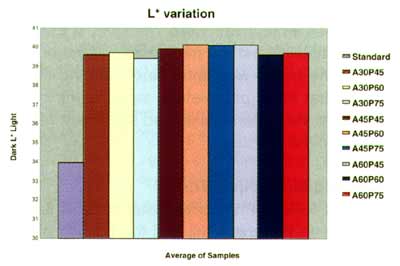
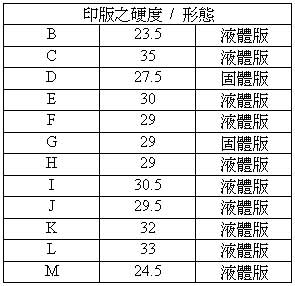
當視其印版硬度時〈圖五〉表示並無相互之間的關係,再看看最好的G版時,其硬度為29,是在中等不高也不低,但有最好的印刷性質,結論就是印版的硬度並非是印刷適性的指標。
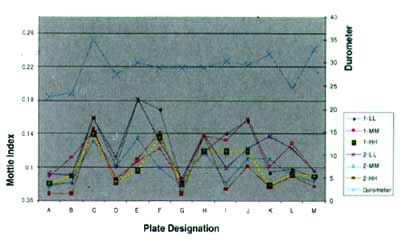
〈圖五〉
當390個樣品被分析過後發現有些相互間之關係:
1•無雜色群集之印版,因印墨之廠牌或調整而產生不同之印刷結果
2•在兩種印墨之中9.2 / 24〈PH/黏度〉可得最穩定之效果
3•當PH與黏度下降時,無法預估印刷效果
4•有的印版對印墨條件之改變非常之敏感
5•越少雜色之印墨表示印墨之穩定性高
6•印墨條件改變時,發現印墨與印版之表現很理想,卻無法判斷是何者之故。〈以上請參考圖六至十〉
7•測試 # 1,# 2之印墨接觸角度,發現與硬度有關,但是〈圖十一〉中之C和M版卻是例外
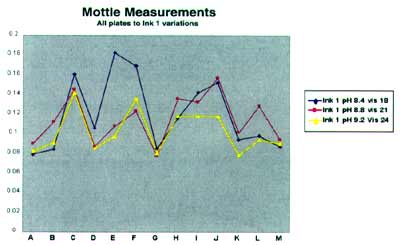
〈圖六〉
〈圖七〉
〈圖八〉
〈圖九〉
〈圖十〉
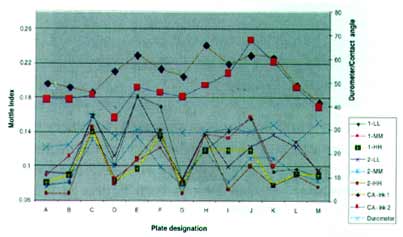
〈圖十一〉
※被印材料之分析
同樣地計劃用5種被印材料之結果被送來的共有13種,其中由如〈方格二〉之灰紙板,白紙板和牛皮紙三種紙都有。為了得知材料之印刷結果,所有的印刷條件包括印機,印墨,印版甚至輥壓30n,印壓45n印速0.3m/s都沒改變。印版只使用G版,印墨調整各個廠牌均為8.8PH/21秒,如此一共產生195種樣品。

〈方格二〉
印材之分析分為L*a*b*雜色和接觸角度,接觸角是以十大光學公司〈FTA〉125用200之軟體來進行的FTA125是一種動態的影像攝影系統可以及時攝取印墨轉印到材料瞬間之情形。測量是在0.5秒中進行,因為此時的印墨在移轉之後才穩定下來。印墨之量在1到2ul之間。
※發現與結果
平均值ΔE之比較告訴我們對不同材料的很多故事,對印墨也是一樣〈圖十二〉每種材料均和GCMI之各種標準樣品相互比較,亦即;牛皮紙對牛皮紙樣品之比較等等……。最大的不同與少量的材料和多量的印墨有關。例如13種材料中之11種而
# 2印墨之ΔE最低。
材料XX與 # 1印墨ΔE亦最低。在材料XIX對 # 1與 # 2兩種印墨之不同少於1ΔE,而材料XXI, # 3印墨之ΔE最低,但注意牛皮紙和所有ΔES都超過15。
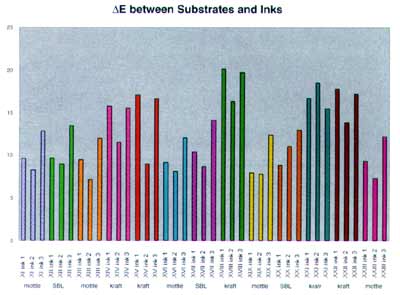
〈圖十二〉
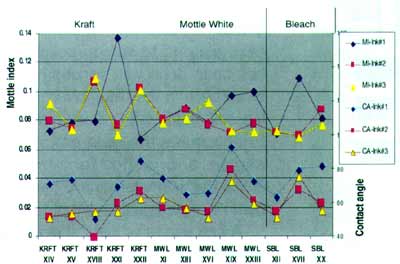
當比較雜色效果時〈圖十三〉和印墨至材料之接觸角度時〈圖十四〉有些有有趣的現象很值得玩味。
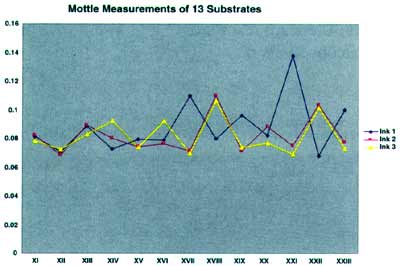
〈圖十三〉
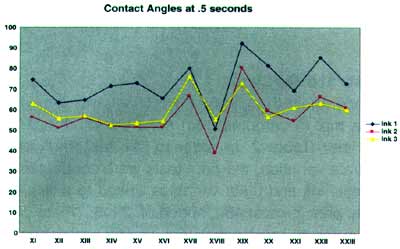
〈圖十四〉
雜色與接觸角度比較,# 1印墨中13種材料中之12種角度最高,但是前6種卻只有很少的不同。而其他的材料,其角度分別為高,中,低。此種印墨對XVII和XIX材料也頗為有趣,XVIII之角度極低而XVII和XIX為高,但是用#
2與 # 3印墨卻測得相反的結果。
〈圖十五〉
※測試結果
結論就是印刷人員不可能準確地去調色,除非真正的在試印過被印材料之後。
監督維持印墨的條件不變極為困難平均值ΔE,範圍從3.6到19.4都有。工作人員極欲把顏色維持在2ΔE,這只強調監控維持印刷時之PH值與黏度是極為重要的而已。
準備控制印刷作業如同維持印墨條件同樣地重要,小小的紋輥/印版或印版/材料間之壓力調整就能改變超過1ΔE的印墨顏色再現。這小小的變化可能單獨還看不出來,直到在印機上再加上其他的變數。其實,因紙浪而須調整印壓,才是瓦楞印刷業者之夢魘。
雖所有印版都經過印刷了,但並不是所有印版都能全部用。其中有三種印版在經過所有的印墨變化之後還能印得很好:A,G,M版。如果印刷人員只想用一種印版的話,就非用此三種之一不可。反過來說,印刷人員可能就須備妥多種印版,以應付各種不同印務中可能遇到的各種變數。
測試結論使我們對印務中的某些變數〈印版,印墨,紙張和印壓〉仍具信心。充分準備測試足以避免很多上機後之無謂的損失,常常,很多的印刷人員須在備妥上機之後才得設法去解決這些問題。
事先的印刷測試可以省掉很多昂貴的上機試印,既經濟又能發現更多的控管之道,何樂而不為之?
〈印刷測試團隊〉
以下諸君對此次的測試計劃,助益良多特此致謝
•Dr. Don Armel〈喬治亞南方大學〉
•GSU Students〈喬治亞大學之學生們〉
•George B. Custin〈柔性顧問〉
•Jeroen Ronle〈IGT顧問〉
•Teremy Warner〈INX國際公司〉
•Robert Cantu〈太陽化學公司〉
•Roger Woodward〈十大光學公司〉
〈印刷測試儀器〉
•IGT F1 印刷適性測量表
•Corning PH 酸鹼測定儀
•Zahn Cup # 2號藍氏流杯
•Apogee Spec * Print印刷分析軟體
•Technidyre Spectro Plus光譜儀
•First Ten Angstrons接觸角度計
〈譯自柔印月刊2001年4月號〉
more...
|
