| 本文告诉您如何在印机、印版、印墨与被印材料及各种印刷条件中,找出对瓦楞纸箱印刷最为适用之选择,其中之测试和我们在此所能选购到的材料或许会有不同,但其过程值得瓦楞印刷业者参考,而其结论中对于某些好的耗材,更可使我们受用不尽。印刷及采购人员必须尽其力于印刷适性优良材料之选择而非只以价格为唯一之考量。
1998年1月Don Armel〈亚美尔〉和George Cusdin〈卡司丁〉二人共同设计了一种印制瓦楞纸箱使用材料印刷适性之广泛的试验/研究计划,卡司丁是位柔印顾问,常常有客户请教他如何维持印刷颜色之标准和在某种被印材料上进行高品质之印刷等等的问题,他和亚美尔发现这多是因为缺少一套测试资料的标准之故,后来因得到某个研究机构的帮忙而建立了这个测试标准的资料库,这种方法是为了可以事先预知印刷效果,以及减少靠着经验及胆识来进行不可靠的判断。
这个计划是设计来测试印刷满版印墨移转至被印材料时之相互的影响与效果,并测试印刷机之状况、印墨、印版与被印材料。印刷机之状况还被分为纹辊的微穴形状,穴面与印刷压力等部分而印墨尚被分为厂牌,颜色,HP度与黏度等细节。
整个来说共有18台印刷机,81种印墨,13种材料和13种印版被测试,推演出246402种可能的结果,每种测验须推出最少5种样品,因此实际被参考测试之样品数量为1,232,010个。
请了解此种测试是不可能完成的任务因光是测试200个样品就须要25年的时间,因此他们两人决定必需做抽样性的测试。他们也知道结果会有所偏差,但是还是足以提供某种程度的相互关连性。
从测试一开始就把18台的印机状况缩减至代表性的1台,如此可以确定单一方向。第二阶段把81种印墨缩至最多6种,最后印版被印材料都经1台印刷机与6种印墨个别的测试。偶尔也采用其他的印墨和印机以重新确认抽样调查的最初相互间的关系和提高学生对测试方法之新的体验。
※事实测试
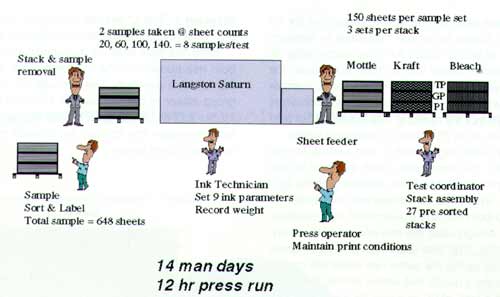
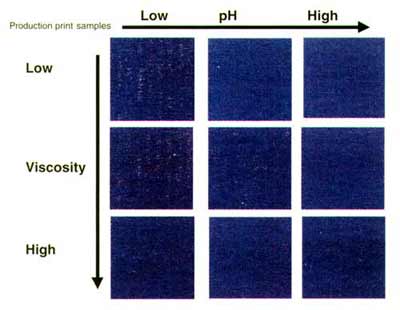
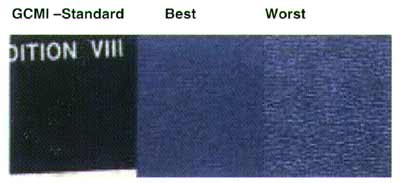
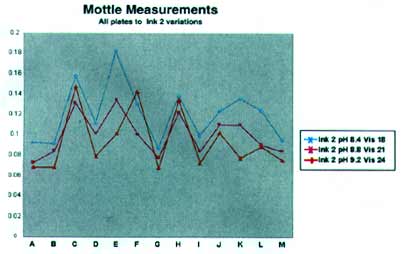
在入实验室之前,卡司丁与来自Langston〈蓝司通〉机械公司之助手、主导复杂的测试,以研究9种印墨9种材料的影响。在这个真枪实刀的试验中,每桶印墨被调成3种不同的黏度与3种不同的酸硷度〈PH值〉印在200磅的B浪白色瓦楞纸上。纸张是由三家不同的公司所提供而在相同控制条件下的印刷状况印刷。〈图一〉为测试印刷之结果〈图二〉为依照实验要件之实际测试图。
〈图一〉
〈图二〉
所有的实验测试是在Georgia Southern
University〈乔治亚南方大学〉印刷适性实验中心举行的是因为其安稳的环境及其印刷适性模拟实验室。
印刷测试证实某些的不可靠性,由于每次实验的机器、材料、人员与环境条件均有不同。实验室之湿度及温度都维持在5%与50F之内。
实验室之印刷样品是采用IGT F1印刷适性测试表,而测量是采用〝Technidyne Spectro Plus的光学照相仪″以D65之照明及10度之角度来观察的。并采用个别的三台色彩浓度计在测试出印刷样品之后加以平均以取得平均浓度值为资料。
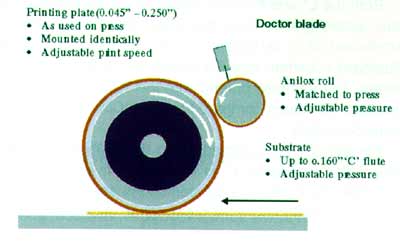
IQT F1柔印适性测试是个柔印模拟实验室,足以提供可靠稳定的结果,因为它有很多可控制的变数。〈图三〉试验是采用一支真实的纹辊和刮刀以供墨给印版并在22寸宽的测试材料上印刷。
〈图三〉
印刷变数是指;印刷速度,纹辊墨穴形状,纹辊转墨至印版及印版至材料的情况,都是被选定/设定在与实际印刷完全相同的情状之下。此测试机可以印刷从薄纸到4m/m厚的C浪瓦楞纸板。
GCMI样本是只用来做印刷样品的光学比较用的,它需要有每种印墨的颜色样品印在白纸板,灰纸板及牛皮纸的材料上,所有的测试均依GCMI 39色彩标准来进行,每个个别样品的标准依被印材料之不同而被测试之。
※测试目的
此样测试之厚度目的是想发展出一套试验方法以决定纸板在贴合之前和成瓦楞纸板之后之印刷适性是否有所不同。其首要目标是想设定会影响印墨从印版转移到纸面纤维的确实因素,同时也需要顾及实验测试与实际印刷的样品。
只要了解这些目标,就可以决定印刷适性和纸板的可测物性之关系。在实验时,同时发现其他的变数;例如印墨与印版对油墨转移到材料上多也有很大的影响。
※印机状况测试
IGT F1柔印适性测试可控制纹辊──印版间与印版材料间印压辊筒之支撑力量。此力量是以〝牛顿″〈N〉来测试,范围是从30n~500n。开始时使用一〝B″浪纸以100n进行印刷结果纸浪变形如常说的〝崩掉了″,同时也抵消很多的力量。印压的最大极限应设定为〝崩溃值″之75%。
第一个抽样测试是设定在纹辊30n与印压50n每项可增加15n两次。这就是〝3对3″测试法,是以2支纹辊墨穴容积为9-bcm/in平方和7.4-bcm/in平方。
第二个测试是使用一种印墨设定3种黏度18秒,21秒和24秒〈蓝氏二号流杯〉与3种PH值,PH8.4,8.8和9.2,使用相同的两支纹辊,以此两组〈3对3〉测试各印出5张样张共为90种样品以供进一步测试。
※须注意以相同的条件来进行测试
1.同一叠纸
2.同为29硬度之0.250 in〈6.35m/m〉厚之印版
3.同种印墨
4.印刷速度同为每秒0.3米〈0.3 m/s〉
5.找出与标准样品最接近的关连
※印压之变化
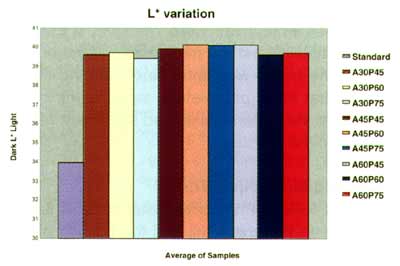
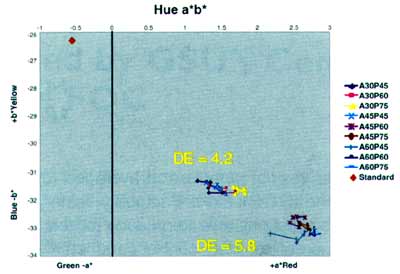
〈表一〉L*的结果是混合的但是a*b*〈色相与彩度〉却是非常地不同
〈表二〉测量结果的L*及a*b*值与GCMI的标准都相差很多。这是因为GCMI的标准与被印出之样品之间有所差异之故。用7.4bcm/in2之印压得到与GCMI标准为大之平均值故舍弃不用。
至于使用9.0 bcm/in2纹辊其L*值比标准还低5格,所有印刷条件丝毫不影响其增减方向。注意纹辊及印压各超过45n时,色相上升,印压增加在红/蓝方向的色相也会增加。平均值ΔE与标准较接近的为4.22另一组的平均值为5.75。显示平均值1.5之差异是因为调整了纹辊与印压之故。
〈表一〉
〈表二〉
※印墨之变化
试验之目的是为两个有关印墨的问题找寻答案
1.印墨转移性?印刷是否被颜色,黏度和PH度调整所牵制?
2.不同印墨供应厂之印刷效果是否有所不同呢?
因此,答案就从3个供应商之3种颜色,使用3种黏度与3种PH值来测试。 3X3X3X3就有81种变化,为简化程序我们还是只使用一种印墨〈GCMI
39〉使测试之变数减为27种。
印墨之情况视运到时之条件记录下来,# 1与 # 3印墨来货时为5加仑桶〈19公升〉,# 1之PH为9.0黏度为23秒/2号蓝氏流杯。#
3之PH为9.1黏度为30秒。# 2之印墨为两罐一加仑桶PH为8.6黏度为46秒。
在进行测试之前,我们把印墨调到9种合适的条件,即为:3种印墨各3种PH值与3种黏度,其数据为PH/9.2/8.8/8.4黏度为24/21/18秒,使用纯水来调整印墨黏度。PH值之调整则分别使用各供应商提供之氨,稀释则采用加水或打开桶盖让其自然蒸发之方式。水则用中性〈7.0PH〉亦可调降PH值。
九种印墨随即用来以IGT F1测试机使用原来用过之印版与材料测试,整个使用过程压力最低为〈30n〉纹辊压力与〈45n〉印刷压力。速度为0.3公尺/秒,纹辊墨穴9.0
bcm/in2。
如此则有405点来定出印墨之变化〈3种厂牌X 9种调整X 5张样品X每种样品3种测试〉。
〈表 三〉
※结果报告
色相沿a* 黄/绿 b* 红/蓝轴一提升 ,色相一直因黏度与PH之调整而提升〈每家都相同〉
如所预知,最大的变化是在亮度,在调整时变化很大但各个厂牌也有不同,只有# 2供应商在9.2PH值与24秒黏度之情况时达到1.5ΔE之极限。
平均值ΔE与GCMI 39MW标准之差异在# 1为13,18 # 2为7.90 # 3为11.49。
GCMI 39 MW与最好/最坏结果之比较请参考
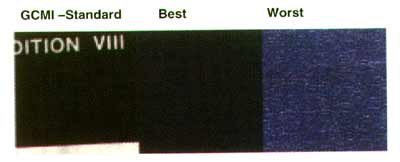
〈表4〉
※印刷之变化
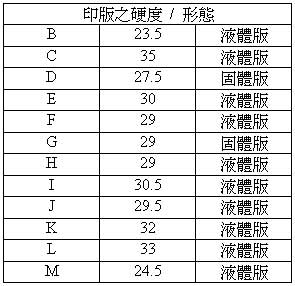
这个试验其实已经包括13种印版与反应出市售用来印制瓦楞纸箱的范围。印版是无意的使用英文字母来表示各个厂牌。下面方格是测试各种印版贴版后剩余之零版所得的资料,如此以确保印版不因测试而受伤害。
这次只用 # 1与 # 2供应的印墨因为 #
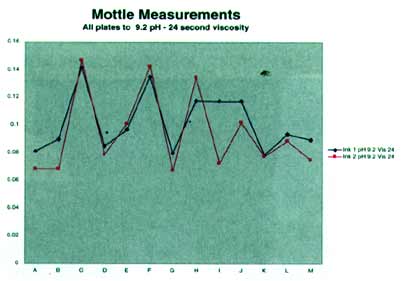
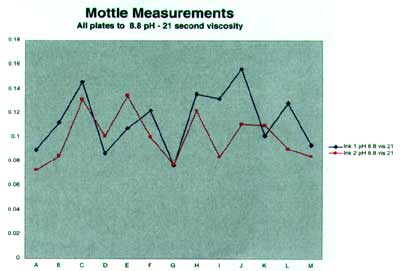
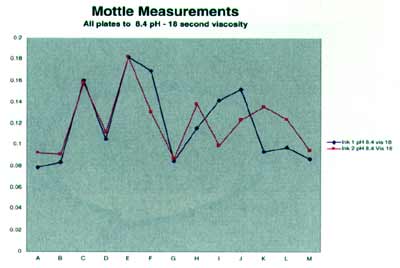
1 和 # 3印墨之情况太接近了,也只用3种PH/黏度来测试之。亦即9.2PH/24秒,8.8PH/21秒与8.4PH/18秒,如此表示从最高与最低变化对角切出。
印版是以和各种印墨变化之接触角度的方式来测试其润湿度。每片印版被贴于IGT F1上并以相同的纹辊和与以前相同的印压,印速与材料来测试。所有13种印版都使用
# 1,# 2两种印墨各以3种印墨之变化来进行测试共得到390种印样。
每种印样都被用来做颜色测试,但是由于光谱仪之开口的关系只能看到很少的不同。〈表五〉因此必须测量印墨转移之平均与否或是印刷纯度〈杂度〉。
〈表五〉
平滑,均匀的印墨颜色表示纯度越高〈杂度越低〉,当然被印材料的表面也会影响纯度,但是因为只用一种材料所以显示出来的就是印版的表现了。
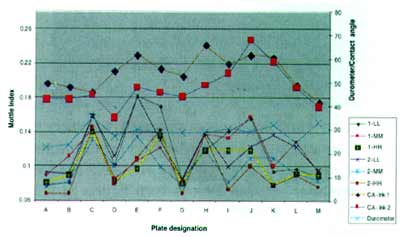
※印版表现
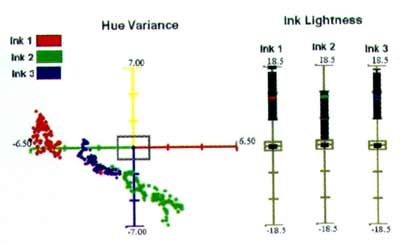
有的印版对印墨之移转度非常稳定,亦即使印墨之变化似乎不太明显。〈图四〉从B,C,D,G,H和M印版的印墨转移呈现群集效应。群集并不代表〝良好结果″只表示从些版之印墨转移很稳定并不受印墨变化之影响。其中最佳的为G版。
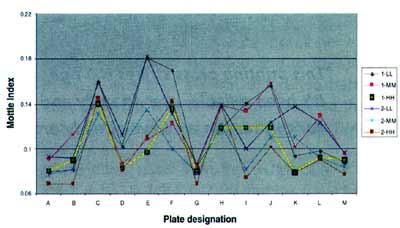
〈图四〉
当视其印版硬度时〈图五〉表示并无相互之间的关系,再看看最好的G版时,其硬度为29,是在中等不高也不低,但有最好的印刷性质,结论就是印版的硬度并非是印刷适性的指标。
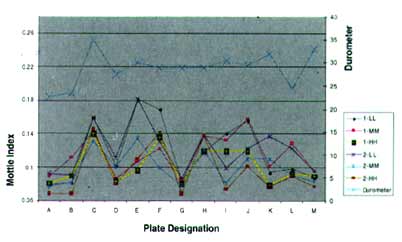
〈图五〉
当390个样品被分析过后发现有些相互间之关系:
1.无杂色群集之印版,因印墨之厂牌或调整而产生不同之印刷结果
2.在两种印墨之中9.2 / 24〈PH/黏度〉可得最稳定之效果
3.当PH与黏度下降时,无法预估印刷效果
4.有的印版对印墨条件之改变非常之敏感
5.越少杂色之印墨表示印墨之稳定性高
6.印墨条件改变时,发现印墨与印版之表现很理想,却无法判断是何者之故。〈以上请参考图六至十〉
7.测试 # 1,# 2之印墨接触角度,发现与硬度有关,但是〈图十一〉中之C和M版却是例外
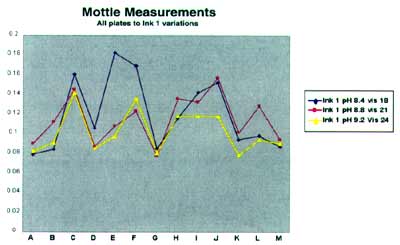
〈图六〉
〈图七〉
〈图八〉
〈图九〉
〈图十〉
〈图十一〉
※被印材料之分析
同样地计划用5种被印材料之结果被送来的共有13种,其中由如〈方格二〉之灰纸板,白纸板和牛皮纸三种纸都有。为了得知材料之印刷结果,所有的印刷条件包括印机,印墨,印版甚至辊压30n,印压45n印速0.3m/s都没改变。印版只使用G版,印墨调整各个厂牌均为8.8PH/21秒,如此一共产生195种样品。

〈方格二〉
印材之分析分为L*a*b*杂色和接触角度,接触角是以十大光学公司〈FTA〉125用200之软体来进行的FTA125是一种动态的影像摄影系统可以及时摄取印墨转印到材料瞬间之情形。测量是在0.5秒中进行,因为此时的印墨在移转之后才稳定下来。印墨之量在1到2ul之间。
※发现与结果
平均值ΔE之比较告诉我们对不同材料的很多故事,对印墨也是一样〈图十二〉每种材料均和GCMI之各种标准样品相互比较,亦即;牛皮纸对牛皮纸样品之比较等等……。最大的不同与少量的材料和多量的印墨有关。例如13种材料中之11种而
# 2印墨之ΔE最低。
材料XX与 # 1印墨ΔE亦最低。在材料XIX对 # 1与 # 2两种印墨之不同少于1ΔE,而材料XXI, # 3印墨之ΔE最低,但注意牛皮纸和所有ΔES都超过15。
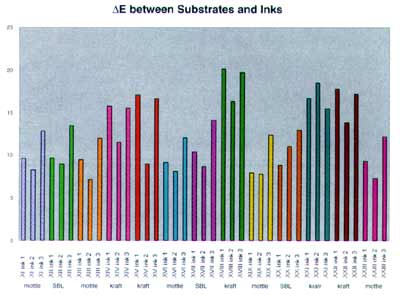
〈图十二〉
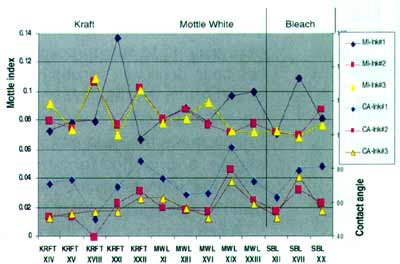
当比较杂色效果时〈图十三〉和印墨至材料之接触角度时〈图十四〉有些有有趣的现象很值得玩味。
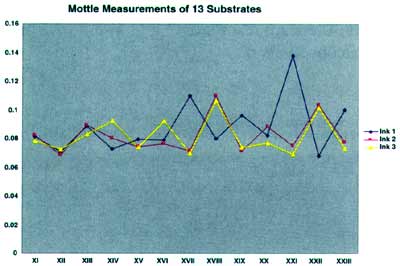
〈图十三〉
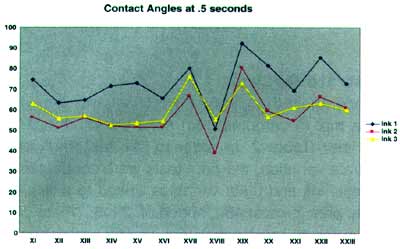
〈图十四〉
杂色与接触角度比较,# 1印墨中13种材料中之12种角度最高,但是前6种却只有很少的不同。而其他的材料,其角度分别为高,中,低。此种印墨对XVII和XIX材料也颇为有趣,XVIII之角度极低而XVII和XIX为高,但是用#
2与 # 3印墨却测得相反的结果。
〈图十五〉
※测试结果
结论就是印刷人员不可能准确地去调色,除非真正的在试印过被印材料之后。
监督维持印墨的条件不变极为困难平均值ΔE,范围从3.6到19.4都有。工作人员极欲把颜色维持在2ΔE,这只强调监控维持印刷时之PH值与黏度是极为重要的而已。
准备控制印刷作业如同维持印墨条件同样地重要,小小的纹辊/印版或印版/材料间之压力调整就能改变超过1ΔE的印墨颜色再现。这小小的变化可能单独还看不出来,直到在印机上再加上其他的变数。其实,因纸浪而须调整印压,才是瓦楞印刷业者之梦魇。
虽所有印版都经过印刷了,但并不是所有印版都能全部用。其中有三种印版在经过所有的印墨变化之后还能印得很好:A,G,M版。如果印刷人员只想用一种印版的话,就非用此三种之一不可。反过来说,印刷人员可能就须备妥多种印版,以应付各种不同印务中可能遇到的各种变数。
测试结论使我们对印务中的某些变数〈印版,印墨,纸张和印压〉仍具信心。充分准备测试足以避免很多上机后之无谓的损失,常常,很多的印刷人员须在备妥上机之后才得设法去解决这些问题。
事先的印刷测试可以省掉很多昂贵的上机试印,既经济又能发现更多的控管之道,何乐而不为之?
〈印刷测试团队〉
以下诸君对此次的测试计划,助益良多特此致谢
.Dr. Don Armel〈乔治亚南方大学〉
.GSU Students〈乔治亚大学之学生们〉
.George B. Custin〈柔性顾问〉
.Jeroen Ronle〈IGT顾问〉
.Teremy Warner〈INX国际公司〉
.Robert Cantu〈太阳化学公司〉
.Roger Woodward〈十大光学公司〉
〈印刷测试仪器〉
.IGT F1 印刷适性测量表
.Corning PH 酸硷测定仪
.Zahn Cup # 2号蓝氏流杯
.Apogee Spec * Print印刷分析软体
.Technidyre Spectro Plus光谱仪
.First Ten Angstrons接触角度计
〈译自柔印月刊2001年4月号〉
more...
|
